
Use the Details form to specify the allowances that should be made for kerf and gripping zones when calculating a nest, and also for specifying the linear cut type.

Field |
Description |
Saw Blade Thickness/Kerf |
This is the allowance that is made for the material that is removed by the cutting process. It applies to every cut that is made. |
Gripping/End-Zone Non-useable |
This is the allowance for a gripping area at one end of the parent bar. The material within this gripping value, if the box is selected, will be deducted from the total length of the bar and will not be utilised during the nesting process to allocate parts to. |
Linear Nesting |
The options are: § Standard § Angle |
Angle Filler Gap/Part Spacing |
This is the minimum gap between angled cuts. It is used when ordering material, but not in production. |
Plate edge clearance |
This is the edge around the outside of the plate that cannot be nested to and will be considered unusable by the nesting wizard. This is expressed as independent values for the left, right, top and bottom edges to allow for scaling depending on the plate used. |
Use these fields to define the lengths of steel that you can purchase from a steel mill. Specify the shortest length, the longest length, and the increments supplied by the mill as well as width dimensions in relation to plate nesting.
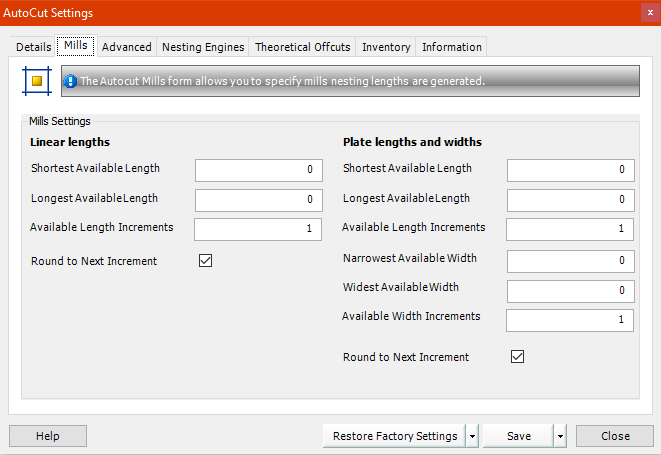
The form is divided into two segments. These are the Linear Lengths and the Plate Lengths and Widths.
The options for the Linear Lengths is as follows:
Field |
Description |
| Shortest
Available Length
Longest Available Length |
These values represents the lower and upper limits for lengths that can be sourced for the specified material, from the mill. When the nesting engine is running, it will evaluate the parts to nest and determine the best possible material length within the chosen parameters. |
| Available Length Increments | This is the value between the shortest and longest length values that will determine how the nesting engine will look for an available material size to nest to. If the value is set to 100, then an available bar size will be searched for at every 100mm between the highest and lowest length values entered until a suitable size can be established. |
Round to Next Increment |
If this option is selected, the nesting engine will utilise the increment value to determine the bar length that will be nested into. If it is disabled, the nesting engine will establish a bar length that is exactly the same size as the sum of the parts. |
The options for Plate Lengths and Widths is as follows:
Field |
Description |
Shortest Available Length Longest Available Length |
These values represents the lower and upper limits for lengths that can be sourced for the specified plate material, from the mill. When the nesting engine is running, it will evaluate the parts to nest and determine the best possible material length within the chosen parameters. |
| Available
Length Increments
Available Width Increments |
This is determined in the same way as the linear increments and is the value between the shortest and longest length values that will determine how the nesting engine will look for an available material size to nest to. If the value is set to 100, then an available bar size will be searched for at every 100mm between the highest and lowest length values entered until a suitable size can be established. |
Narrowest Available Width Widest Available Width |
In the same way that the length values are established, these values represents the lower and upper limits for plate widths that can be sourced, from the mill. When the nesting engine is running, it will evaluate the parts to nest and determine the best possible material based on the chosen dimensions. |
| Round to Next Increment | If this option is selected, the nesting engine will utilise the increment value to determine the bar length that will be nested into. If it is disabled, the nesting engine will identify a plate that is the same size as the sum of the parts. |